試作と量産の境界にある「工法選択」という考え方
試作品と量産品では、同じ図面でも求められるものが変わります。
試作は「正しいかを確かめる段階」、量産は「同じものを安定して作り続ける段階」です。
そのため、加工方法の選び方も自然と変わります。
プラスチック加工.comでは、工法選択の軸を「工程の目的」に置いています。
たとえば試作段階では、
・形状が成立しているか
・組み付けができるか
・設計意図とズレがないか
といった確認が中心になります。
このため、柔軟に対応できる切削加工が中心になります。
一方で量産段階では、
・同じ品質を繰り返せるか
・成形時の変化が安定しているか
・外観や寸法が量産条件で成立するか
といった“再現性”が重要になります。
そのため射出成形など、量産前提の工法に移行していきます。
この切り替えで難しいのは、「どの時点で量産側の条件を入れるか」という判断です。
早すぎると検証不足になり、遅すぎると量産で問題が出る。
そのためプラスチック加工.comでは、試作の段階でも将来の量産条件を少しずつ織り込みながら、段階的に工法を変えていく考え方をとっています。
試作と量産の間には明確な線があるようで、実際には“なだらかな移行領域”があります。
その領域をどう設計するかが、製品の完成度を左右すると考えています。
ワークを傷つけないための樹脂治具の活用
加工や仕上げでは、寸法精度だけでなく「ワークに傷を付けないこと」も重要な要素になります。
特に外観部品や試作サンプルでは、小さなキズや圧痕でも評価に影響する場合があります。
そのためプラスチック加工.comでは、位置決めや固定用の治具に、柔らかい樹脂材料を使用することがあります。
金属治具と比較すると、樹脂は接触時の当たりが柔らかく、ワークへのダメージを抑えながら保持できる点が特徴です。
今回のようなケースでは、硬質ウレタン樹脂を使用していますが、用途によってはさらに柔らかいウレタンゴムを使う場合もあります。
形状や材質、必要な保持力のバランスを見ながら、最適な材料を選定しています。
また、試作や単品加工のように数量が少ない場合は、専用治具をフルで設計・製作すると時間やコストが大きくなりすぎることがあります。
そのためプラスチック加工.comでは、必要な精度を確保しつつ、
・どこを固定するか
・どこを逃がすか
・どの程度の保持力が必要か
を整理し、シンプルな治具構成で対応することも重視しています。
簡易治具であっても、設計の考え方次第で十分な精度と作業性を確保することは可能です。
一方で、数量が増え継続使用が前提となる場合には、耐久性や再現性を重視した金属治具や専用チャッキングへ移行します。
プラスチック加工.comでは、ワークの状態や数量、加工内容に応じて、最適な治具構成を選定しながら加工を行っています。
商品開発プロセスモデル③ 量産試作モデル
デザインモックアップやワーキングモデルによって、意匠や機能性の確認が完了すると、次の段階は量産移行を見据えた「量産試作モデル」の製作になります。
この段階では、単に形状を確認するのではなく、実際の製品として成立するかどうかを検証することが重要になります。
そのため、量産時に発生する可能性のある課題、
・成形時のばらつき
・寸法の安定性
・組付け精度
・外観品質
・工程上の再現性
などを事前に抽出し、量産工程を意識した試作が求められます。
プラスチック樹脂や金属部品の量産試作では、主に金型を用いたロット対応が行われます。
例えば、
・試作用金型による射出成形
・簡易金型を用いたプレス加工
・ダイカストによる金属成形
など、量産を前提とした製作方法が選択されます。
この段階では、数量も数百個から数千個規模になるケースが多く、試作というよりも「量産準備工程」に近い位置づけになります。
また、製品としての完成度を高めるために、
・メッキ処理
・塗装
・腐食処理
・シルク印刷などの表面処理
といった仕上げ工程も、実際の製品と同様に施されることが一般的です。
プラスチック加工.comでは、この量産試作段階においても、単なる製作ではなく「量産時に問題が出ないか」という視点を重視しながら対応しています。
開発初期から量産までを一貫して見据えた試作品製作として、工程全体の最適化に取り組んでいます。
ご紹介によるお仕事の広がり
プラスチック加工.comでは、ご紹介をきっかけとしたお仕事のご依頼が増えています。
ご同僚様やお取引先様、お仲間の方をご紹介いただくケースも多く、自然な形で新しいご縁がつながっていることに感謝しています。
ご紹介という形は、信頼の積み重ねの上に成り立つものだと考えており、その分、責任の重さも感じています。
新しい案件に取り組む際には、どのような内容であっても少なからず緊張感がありますが、そのプレッシャーを前向きに受け止めながら対応することが重要だと考えています。
試作品製作の現場では、毎回異なる条件や課題があり、その一つひとつが新しい学びにつながります。
その積み重ねが、技術力や対応力の向上につながっていくと感じています。
プラスチック加工.comでは、日々の仕事を通じて少しずつでも前進しながら、より良いものづくりを目指しています。
これからも、試作に特化したプロとしての技術を磨き続け、アイデアを形にする力を高めていきます。
お客様のご期待を超える試作品製作を目指して、今後も取り組んでまいります。
試作から量産への工法切替タイミングの判断基準
試作と量産では、同じ部品であっても最適な加工方法は異なります。
プラスチック加工.comでは、工法の切替は主に「数量」と「評価内容」によって判断しています。
まず前提として、試作段階では“形状を早く正確に確認できること”が重要になります。一方で量産では、“安定して同じ品質を繰り返せること”が重要になります。
そのため判断基準は以下の通りです。
・数量(何個必要か)
・評価目的(形状確認か機能評価か)
・要求精度(公差・外観・勘合など)
■切削加工で対応する条件
・1個〜少量(目安として〜50個程度)
・形状確認、組付け確認が目的
・設計変更の可能性が残っている段階
この段階では、短納期で形状を正確に再現することを優先します。
■射出成形に切り替える条件
・数量が増加(目安として100個以上)
・量産と同じ条件での評価が必要(強度・外観・収縮など)
・設計がほぼ確定している段階
この段階では、成形特有の挙動(流動・ヒケ・反りなど)を含めて評価することが重要になります。
現場では、「どのタイミングで成形評価に移行するか」が非常に重要なポイントになります。
早すぎる金型化はコスト増につながり、遅すぎると量産不具合の見落としにつながる可能性があります。
プラスチック加工.comでは、開発段階ごとに「何を評価するか」を整理しながら、
切削加工 → 射出成形へと段階的に工法を切り替える体制をとっています。
現状では、設計変更が残る段階では切削加工を優先し、量産条件の確認段階で射出成形へ移行する流れで対応しています。
試作から量産への移行についても、お気軽にご相談ください。
透明開発部品におけるPCとPMMAの使い分け基準
メーカー開発部品や研究用途の透明部品では、材料選定そのものが評価結果に大きく影響します。
同じ「透明材料」であっても、用途に適していない材料を選定すると、
・クラックの発生
・視認性の低下
・破損
・評価不能
といった問題につながる場合があります。
プラスチック加工.comでは、透明材料を以下の観点から使い分けています。
・何を観察するか(流体・光・内部動作)
・どのように使用するか(固定・脱着・接触)
・どの環境で使用するか(溶剤・温度・応力)
これらを整理したうえで、材料特性を踏まえて選定を行います。
例えば、ポリカーボネート(PC)は耐衝撃性が高く、割れにくいという特性があります。
そのため、構造的な強度が求められる可視化部品や、負荷がかかる実験装置部品に適しています。
一方で、ポリメチルメタクリレート(PMMA/アクリル)は、光学的な透明性に優れ、観察用途や光の評価に適しています。
ただし、材料ごとに応力や加工後の挙動が異なるため、「透明だからどちらでも良い」という判断はできません。
プラスチック加工.comでは、単に材料を選ぶのではなく、「何を評価するための部品なのか」という目的から材料選定を行います。
そのうえで、切削条件や仕上げ方法も含めて最適化し、評価が成立する透明部品を製作しています。
透明開発部品の製作についても、お気軽にご相談ください。
加工機械も「道具」という考え方
プラスチック加工.comでは、加工機械を単なる設備ではなく、「ものづくりのための道具」として捉えています。
その中でファナック製のNCマシニングセンタを導入し、制御性能の高さと加工スピードを重視した加工体制を整えています。
複雑な3D形状の試作においては、
・形状の滑らかさ
・切削面の安定性
・加工後の美しさ
が重要になります。
最新の加工機械は、単に精度を出すだけでなく、加工スピードと安定性の両立が可能になっており、開発試作品の製作には非常に有効です。
プラスチック加工.comでは、こうした機械の特性を理解したうえで、「どのように使うか」を重視しています。
同じ機械でも、使い方によって仕上がりは大きく変わります。
そのため、
・材料特性
・形状特性
・要求精度
・外観品質
を踏まえながら、最適な加工条件を選定しています。
開発試作モデルでは、寸法精度だけでなく、美観や質感も求められるケースが多くあります。
だからこそ、「速さ」と「美しさ」の両立を意識した加工が重要になります。
プラスチック加工.comでは、機械を最大限に活かしながら、高品質で美しい試作モデルの製作を追求しています。
これからも道具としての加工機械を正しく使いこなし、試作品の品質向上に取り組んでいきます。
リバースエンジニアリングによる再製作対応
プラスチック加工.comでは、既存部品がある場合、現物をもとにした再製作(リバースエンジニアリング)にも対応しています。
図面がない部品や、仕様が不明確な部品でも、現物から形状や構造を読み取り、再現することが可能です。
具体的には、
・寸法測定
・構造の把握
・機能の確認
を行いながら、部品の役割や使用条件を整理していきます。
そのうえで、
・再製作として同一形状を再現するか
・一部を改良して改造対応とするか
を判断し、最適な方法で製作を進めます。
現場では、
「壊れてしまったが同じものが作れない」
「図面が残っていない」
「少しだけ仕様を変えたい」
といったケースも少なくありません。
そのような場合でも、現物を起点にして製作を組み立てることで、現場復旧や設備維持につなげることができます。
プラスチック加工.comでは、単なる複製ではなく、使用目的や機能も踏まえた再製作・改造対応を行っています。
リバースエンジニアリングによる部品製作についても、お気軽にご相談ください。
プラスチック樹脂の試作加工について
プラスチック加工.comでは、プラスチック樹脂の試作加工を中心に、用途に応じたさまざまな製作方法に対応しています。
NCマシニングセンタによる精密な切削加工では、デザインモデルやワーキングモデルなどの試作を製作しています。
また、試作金型を用いた射出成形により、量産を見据えた試作モデルや小ロット部品の製作にも対応しています。
さらに、小ロットの樹脂部品や検査治具の製作についてもご相談いただけます。
対応材料としては、PBTやPPSなどの高耐熱エンプラ樹脂も取り扱っており、用途や使用環境に応じた選定が可能です。
製作方法についても、
・真空注型
・真空成形
・射出成形
などを組み合わせながら、目的に応じた試作対応を行っています。
また、試作モデルの仕上げとして、
・塗装
・メッキ
・シルク印刷(文字入れ)
などの表面処理にも対応し、より完成品に近い状態での試作製作が可能です。
プラスチック加工.comでは、樹脂加工の特性と試作目的を踏まえながら、最適な製作方法をご提案しています。
試作品の1個製作から小ロット生産まで、お気軽にご相談ください。
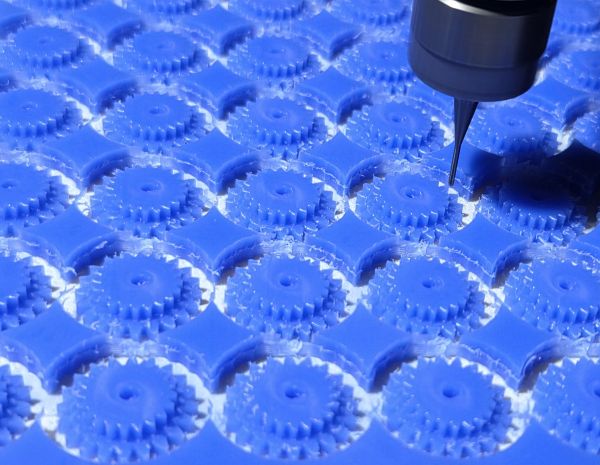
小さなボビンをさまざまな材料で製作してみました
「小さい樹脂部品を加工したい」
「細かい形状でも対応できる?」
そんなご相談に向けて、プラスチック加工.comでは小型ボビンサンプルを製作してみました。
サイズは、
・5.5㎜ × 6.0㎜ × L7㎜
・肉厚 0.3㎜
の小型・薄肉形状です。
今回のサンプルでは、
・エポキシガラス
・ユニレート(PCグレード)黒
・ユニレート(PCグレード)ナチュラル
・PPS(GF30)
・PBT(N)
など、さまざまな材料で加工を行いました。
小さな部品になるほど、
・欠け
・変形
・工具選定
・固定方法
などが重要になります。
また、材料によって加工のしやすさも変わるため、用途に合わせた選定が必要です。
プラスチック加工.comでは、モーター関連部品をはじめ、小型樹脂部品やアルミ部品の試作加工にも対応しています。
「このサイズでも加工できる?」
「他の材料でも試したい」
そんな段階でも大丈夫です。
小さな部品加工についても、お気軽にご相談下さい。