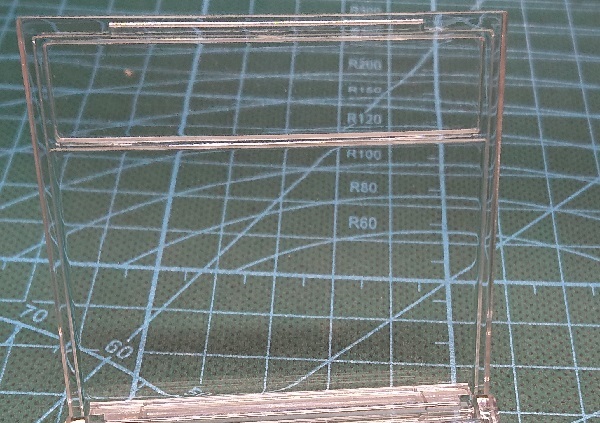
ジュラコン(POM)のネジ加工部品を製作
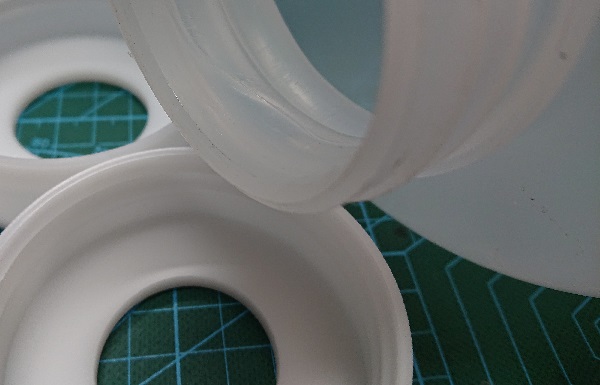
タンク本体に合わせて密封性が高くスムーズに開閉できる蓋をジュラコン
(POM)製作しました。
特殊ネジだったので、加工しては合わせて、やり直す作業を繰り返しました。
内ネジや外ネジ、ギアや摺動部品、FA用治具などをジュラコンで製作
しています。
現物合わせで調整してスムーズに開閉できるようにしています。
ジュラコン(POM)部品の製作はお気軽にお声かけ下さい。
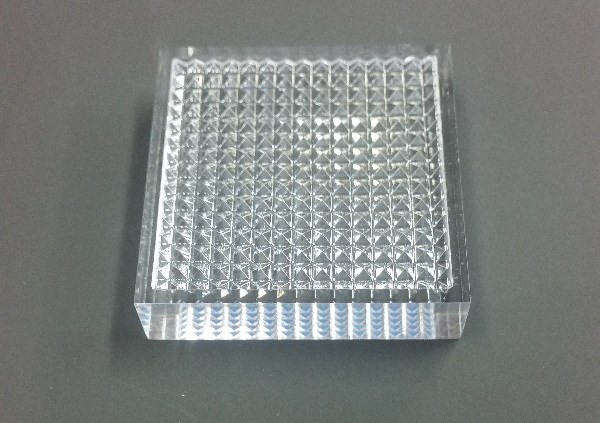
MCナイロンで治具やトレーを製作

MCナイロンで治具やトレー、様々な部品や試作サンプルを製作しています。

画像のような簡単な部品から、ザグリやボス、リブがたくさん並んだ
複雑な形状まで、機械加工内容は様々です。
数量は数十個/LOTが多くなっています。
多くても数百個ぐらいまでといった感じです。
MCナイロンの機械加工部品や治具は、お気軽にお声かけ下さい。
4フッ化エチレン(PTFE)の機械加工部品を製作

開発ものづくりアリスでは、4フッ化エチレン(PTFE)などを使った
部品や治具、試作サンプルなどを切削加工にて製作しています。

通称はテフロンですが、テフロンはデュポン社の登録商標名です。
PTFE(フッ素樹脂)が一般的に多い呼び名です。

実績としては、樹脂ベアリング(軸受け)や自動車部品、食品機器や
医療機器などの部品や試作部品を製作してきました。

磨耗しやすいところで使用される部品となります。

耐熱温度は260°と耐熱性に優れているので、粘っこく割れにくい。
フッ素成分ですべりがよく、磨耗しにくい。
4フッ化エチレン(PTFE)の部品や試作サンプルの機械加工は、
お気軽にお声かけ下さい。
製造中止となった古い機種のパーツが欲しい。
ボロボロになった部品を新たに発注しようとして電話したら、製造
メーカーが倒産や廃業、廃番で生産中止となった部品を製作して欲しい。
よくご相談があるケースです。

旧車のバイク部品や車部品、機械設備部品、生産設備、音響機器など
思い入れのある部品などが生産中止になってお困りの場合に、リバース
エンジニアリングで製作しています。

長年大切に扱ってきて、思い入れが強く、まだまだ使いたい。
そんな物も、数十年が経過すると部品が入手できない場合がよくあります。

数十万個や数百万個を製作する量産部品とは比較にならない費用が
掛かります。
数百円や数千円が、数万円や週十万円になる場合も多々ございます。
それでも必要なので製作したいといった場合はご相談下さい。
特許などの絡みがある部品は製作しませんのでご了承願います。
アリスのみがきマニュアル
工作機械での切削加工後に、みがく部品の表面素地を確認。
みがきをスタートするペーパーの番手を決める。
表面粗さがわかる手の感触を身につける。

粗い番手で加工目を消そうと強引にみがくと、次の番手で
キズを消すことが大変になる。
またキズが出てくるのでやさしく丁寧にみがき奇麗にする。
粗い粉が残っているとキズがつくので、次の番手に行く前には
必ず水洗いし、みがき台なども綺麗にする。

意匠部などは、形状を崩さないように丁寧に仕上ていく。
過度のダレをおこさないためにダレ防止の治具をこまめに
使用する。
透明切削が多いアリスでは、透明化処理を行う事が多く、みがき処理の
工程がとても重要になります。
開発試作では優先順位を明確に

開発試作は、突発での試作品製作や緊急での改造対応など、予定外での
仕事が数多く発生します。

そこで、状況に合わせての迅速な段取り替えが必要となります。

段取り替えに失敗するとさまざまな不具合が発生してきます。

その段取り替えを的確に行うためには、仕事の重要度や緊急度が明快に
なっているかがポイントとなります。

優先順位を明確にできると、仕事の効率が大幅にアップします。

どれから先にやるか?
どれを後回しにするか?
それぞれの仕事の重要度と緊急度を考えながら、即決していかなければ
いけません。

その判断基準が難しい。

ですが、段取りしないと、対応可能かどうかがわかりません。

できる限り、それぞれの仕事の優先順位を事前に明確にしておくこと。
あとは経験して実務の即した優先順位を覚えていくこと。
臨機応変な対応ができるようになるには時間がかかることだと思います。
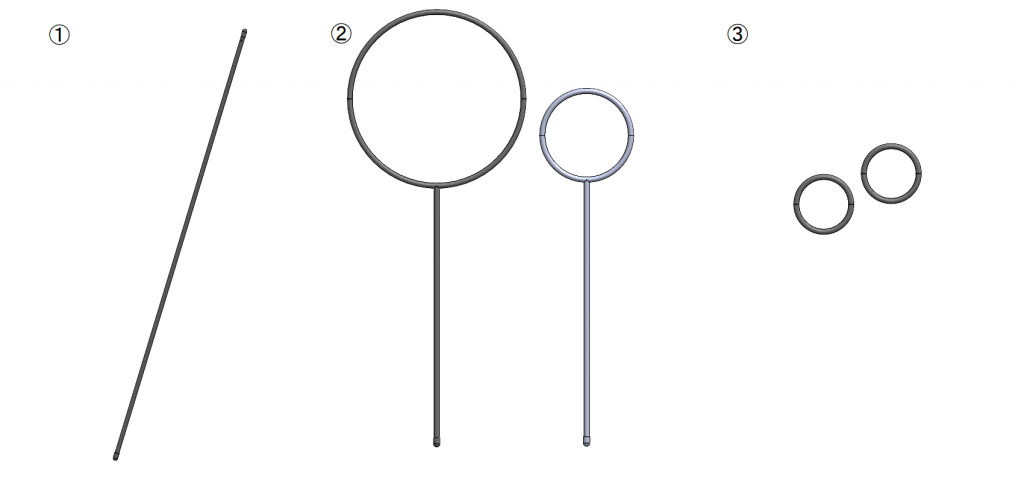
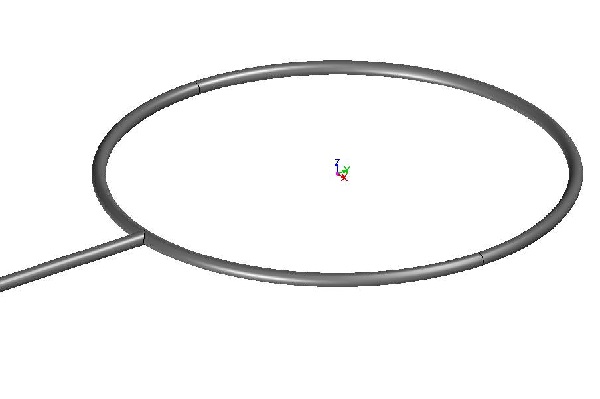
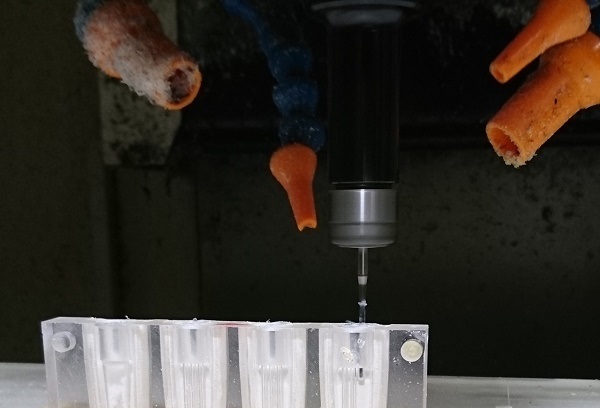
オットセイショー用道具の輪くぐり大小の製作

オットセイショー用の道具を製作しました。
輪くぐり大小です。
以前は竹棒とホースで自作されていました。
それが使いにくく、すぐに破損するので相談がありました。

プラスチック樹脂か金属で製作したい。
そこで金属は、ステンレスを提案。
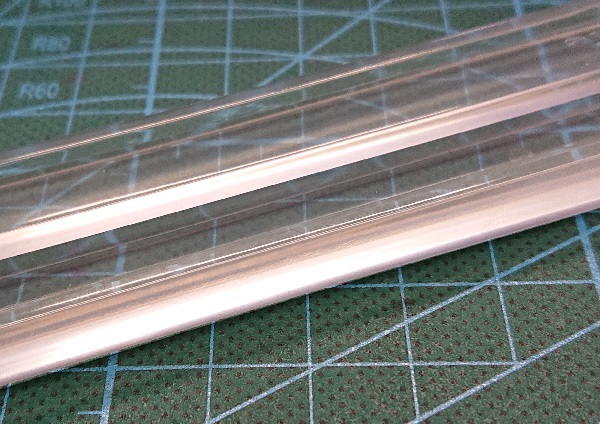
プラスチック樹脂は、海水に強く、耐衝撃もあり、安価に製作できる
塩ビを提案しました。
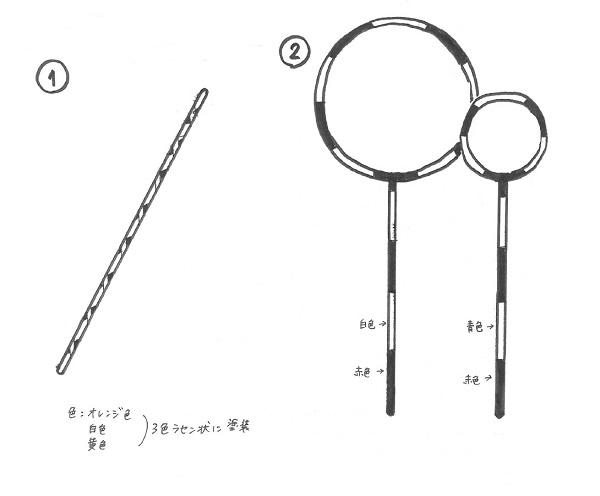
電話での説明からまずは簡単な絵を書いて寸法を確認。
サイズ感がリアリティに分かる3Dデータを作成。
2D図面化して、更に絵にしてお客様に最終確認をしてもらいました。
カラーテープはお客様が巻く事になりました。
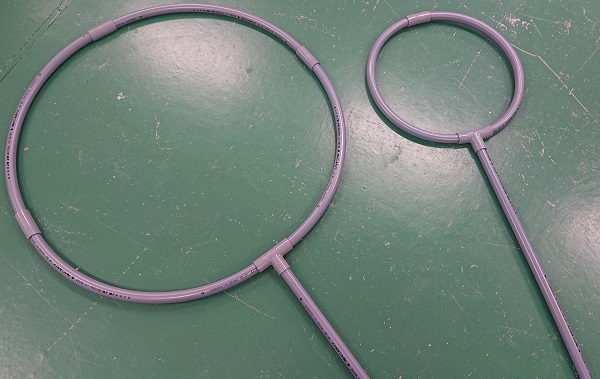
曲げの型を製作したので破損してもすぐに製作できます。
できる限り強度を高めるように製作しました。
コロナウィルスでショーが中止になっているのが残念です。

こういったお仕事は、貢献度がわかりやすく嬉しさも大きい。
許可をいただき、紹介させていただきました。
ユーチューブ用の動画もいただきましたので、動画を作成。
ぜひご覧下さい。
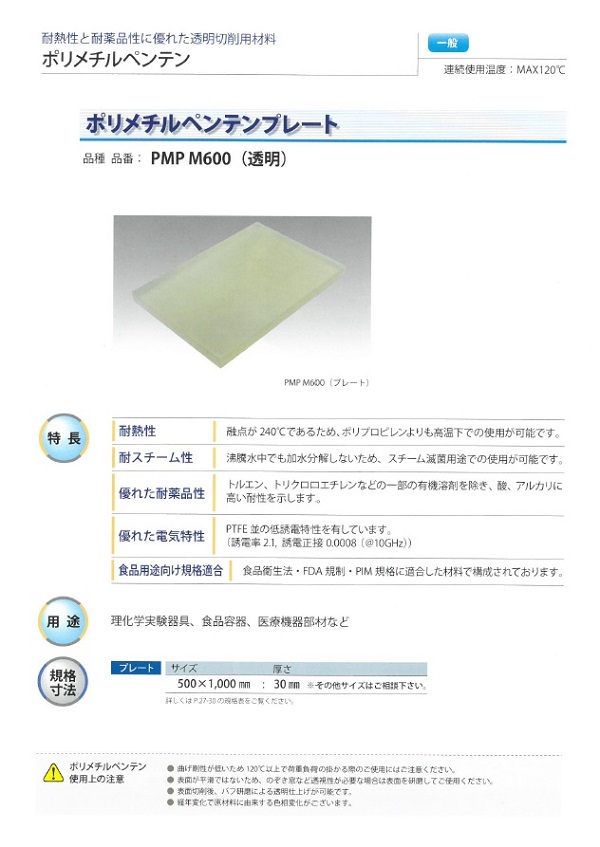
ポリメチルペンテン(TPX)の機械加工で部品・治具・試作品などを製作
透明樹脂の中で最高の耐熱・耐薬品・強度を持つと言われている
スーパーエンプラが、ポリメチルペンテン(TPX)です。
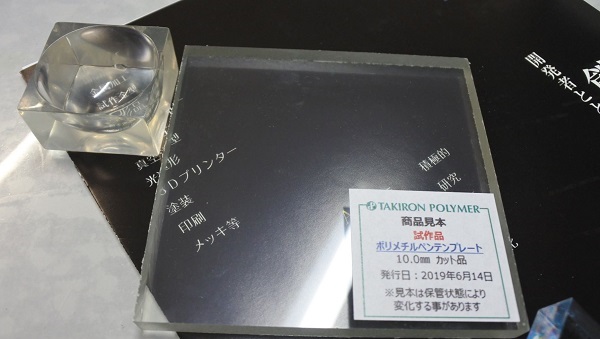
優れた耐スチーム性や耐衝撃性を有する樹脂です。

理化学実験器具や医療機器部材、食品容器や樹脂型など、
用途が広がってきています。
ポリメチルペンテン(TPX/PMP)を切削加工している
動画をユーチューブにアップしました。
ご覧下さい。
愛される企業であり続けたい
開発試作アリスが目指すところ。
それは、新しい価値を創造するメーカーエンジニア様の開発現場に
役立つ事です。

そして、魅力的な新製品を開発する時に連携したい企業のNo.1に
なる事です。
開発エンジニアさまに必要とされること。
信頼から、開発の歴史を刻み、信頼を得る。
それが開発試作アリスの永遠のテーマです。

開発試作や新ラインで使う治具、量産部品の製造までの開発ものづくり。
その仕事を通じて愛される続ける企業で在り続ける事。

日々増えていくお客様。
その開発エンジニア様、おひとりおひとりにとってのNo.1を目指しています。
今後ともご愛顧の程よろしくお願い申し上げます。
ポリカーボネート(PC)切削加工品の可視光線透過率
透明切削を得意とするアリスでは、透明の原理原則を追求しています。
☆透明とは、その先に見えるものが透けて見えること。
透明であるということは、濁っていない曇りなき状態のこと。
光の可視光線が透過する率=可視光線透過率が高ければ
高いほど、透明度が高いということです。
アリスの得意とするポリカーボネート(PC)の理想的な可視
光透過率が、90%となります。
現実は、板材の全光透過率が厚みによって違います。
t10mm=80%、t5mm=86%、t2mm=88%
またメーカーやグレードによって可視光透過率が違います。

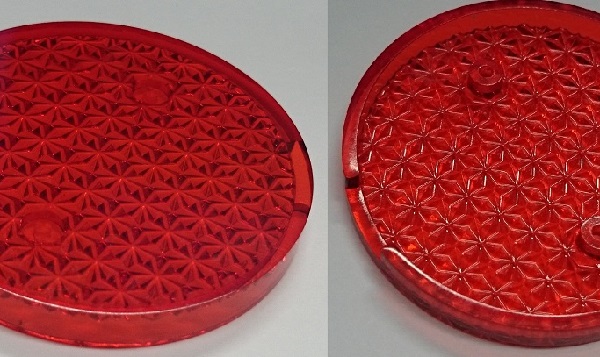
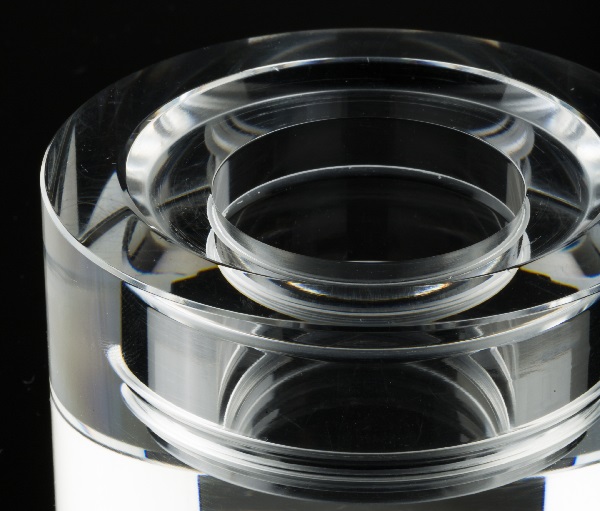
開発ものづくりアリスで切削加工で製作したポリカーボネート
(PC)のレンズ。
納品した切削加工品は、可視透過率=89~90%で理想的な
数字であったと複数のメーカーさまからお褒めいただきました。

アリスでも計測しましたが、可視光線透過率は同じような結果でした。
バラつきはありますが、切削加工しても、素材ぐらいの可視光線
透過率に大体なっています。
透明切削や透明化処理が必要な部品や治具、試作サンプルの製作は
ぜひアリスにお声かけ下さい。